Engineering and TechnologyCommunications Materials
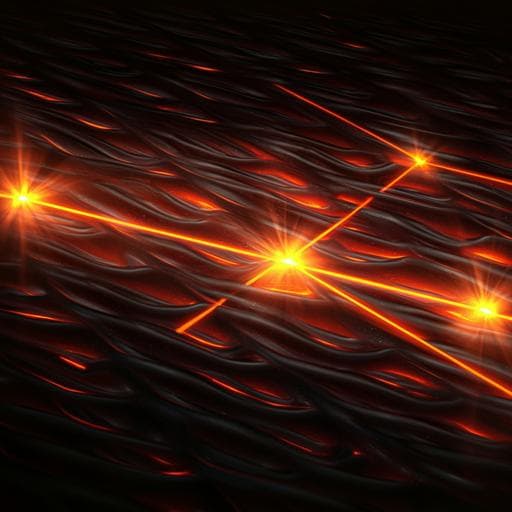
High frequency beam oscillation keyhole dynamics in laser melting revealed by in-situ x-ray imaging
Z. Wu, G. Tang, et al.
This study by Ziheng Wu and colleagues explores the intriguing dynamics of keyhole oscillation in Ti-6Al-4V during laser melting. Using innovative synchrotron-based X-ray imaging and advanced simulations, the research reveals the fascinating fluctuations in keyhole parameters, offering significant insights that could revolutionize laser processing techniques.
Related Publications
Explore these studies to deepen your understanding
Adjacent work that informs or extends this paper's methodology and findings.
Biology
Multielement Z-tag imaging by X-ray fluorescence microscopy for next-generation multiplex imaging
M. Strotton, T. Hosogane, et al.
Medicine and Health
Image-seq: spatially resolved single-cell sequencing guided by in situ and in vivo imaging
C. Haase, K. Gustafsson, et al.
Chemistry
Concurrent oxygen evolution reaction pathways revealed by high-speed compressive Raman imaging
R. Pandya, F. Dorchies, et al.

Medicine and Health
High-contrast, fast chemical imaging by coherent Raman scattering using a self-synchronized two-colour fibre laser
C. Kong, C. Pilger, et al.


